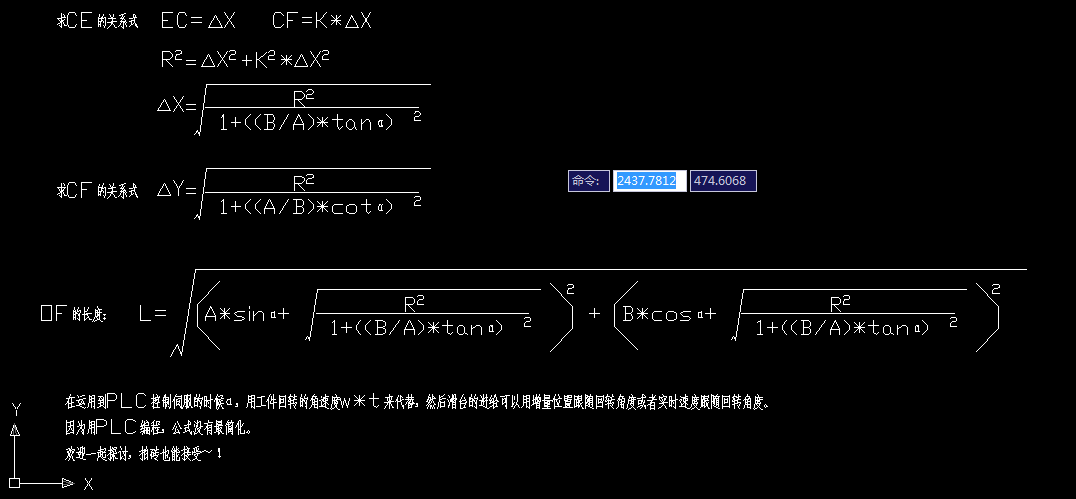
描述:公式-1
圖片:

描述:公式-2
圖片:
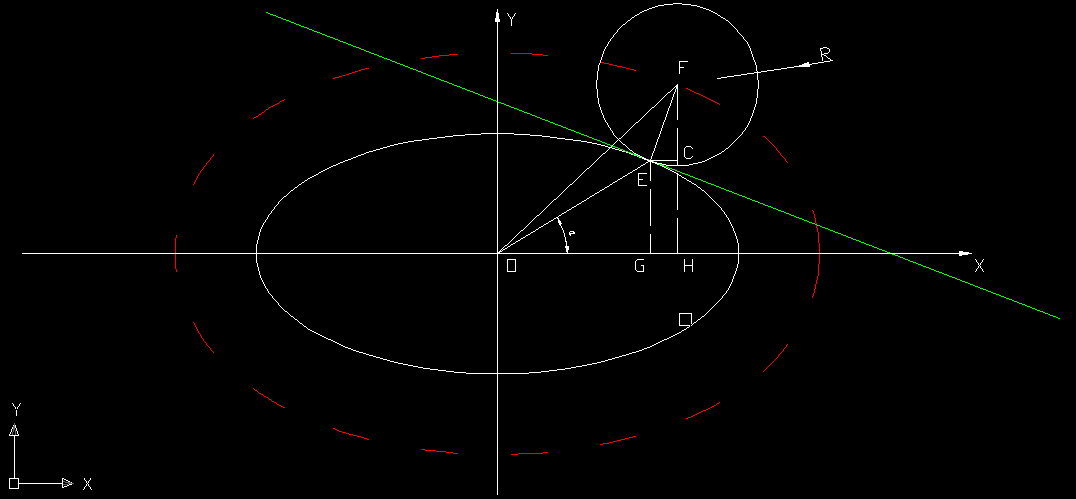
建模圖
引用
引用第118樓戇獅于2013-10-15 21:26發表的 :
1、角度AF就已經錯了,正確的角度是AOF
2、A是長徑,B是短徑,B怎么會在A的右邊
3、切線的斜率怎么會是K=Y/X,橢圓的切線斜率 上網找一下公式吧
4、切線的斜率怎么變成EF的斜率了
.......
謝謝仁兄看得那么仔細,必須承認我在定義點和角度的時候標號瞎弄了,表示歉意
對于仁兄提的問題我做一下回復:
1、角度AF,本來想用α表示的,可是在CAD里面不會寫;
2、圖上的A,B點和橢圓的標準公式里的A,B有混淆
3、橢圓的切線公式為了要用三角函數代替,所以就是這樣的
4、EF是和綠色的切線垂直的
把圖更正了一下
[ 此帖被noleo_1024在2013-10-22 15:58重新編輯 ]
 滬公網安備31010802001143號
滬公網安備31010802001143號

