(六)題目名稱:泵站水池PLC控制
控制要求及考核內容:
1、 工藝流程:
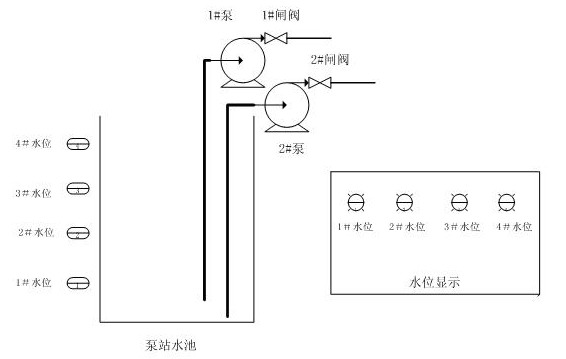
有一套如圖所示的泵站控制系統,該系統由兩臺泵組組成,其中1#泵組為變頻泵,2#泵組為工頻泵。其自動工作方式:當高于2水位時,延時5秒啟動變頻泵,變頻泵以50%的速度運行;若水位達到3水位,變頻泵以100%的速度運行;若水位達到4水位,工頻泵啟動,與變頻泵一起抽水;當水位下降到2水位,切除工頻泵,當水池水位低于1水位時兩臺泵停運。工頻電機功率為7.5kW,電動閘閥電機功率為1.5kW。
2、 控制要求:
(1)符合電氣設計規范,具有必要的保護功能;
(2)工作方式分為手動和自動兩種操作方式;
(3)泵組啟動時,泵組先運行后開閘閥;泵組停止時,先關閘閥后停泵組;
(4)“顯示面板”作泵站水位狀態顯示。當低壓1水位時,“1水位”指示燈常亮;當高于1水位低于2水位時,“1水位”、“2水位”指示燈以0.8Hz頻率閃爍;當高于2水位低于3水位時,“2水位”、“3水位”指示燈以2Hz頻率閃爍;當高于3水位低于4水位時,“3水位”、“4水位”指示燈以2.5Hz頻率閃爍;當高于4水位時,“4水位”指示燈常亮;任何時候狀態指示燈最多只有兩盞點亮;
(5)1#泵組由變頻器控制,變頻器和PLC之間采用DP總線方式,總線已聯好。
(6)在信號控制屏上有泵組工作狀態指示,并統計2#泵工作時間。
(7)完成遠程機架與接觸器盤之間的控制線路接線。遠程機架與PLC之間采用DP總線方式,總線已聯好。
7.4.2.2 考核要求及評分標準:
1、畫出PLC控制系統原理圖(不畫主電路部分)。¬¬¬
2、完成遠程機架與接觸器盤的正確接線(不含主電路部分)。
3、按控制要求完成硬件組態、并下載到PLC。
4、能實現所有的控制功能。
5、安全文明生產(完成接線后,必須經過監考人員確認后方可送電。)
7.4.2.3說明:
1、控制柜的按鈕、信號燈與PLC主站的輸入、輸出接口線均已接好;PLC、變頻器、遠程機架總線已接好。
2、主回路不用接線,接觸器、電機無故障。開始水位在1水位以下,不考慮水位在其它中間水位
3、完成接線,必須經過監考人員確認后方可送電。
4、遠程工作站上I/O模板、接觸器和熱繼電器上所有接線點均已對應延伸到端子排上,所有接線點在端子排上完成。
[ 此帖被shxzg88在2010-06-25 14:13重新編輯 ]
 滬公網安備31010802001143號
滬公網安備31010802001143號

